Considering the dangers surrounding the self-loosening of threaded fasteners, Henkel explains one method of ensuring fasteners remain firmly in place.
Every day we use products which contain numerous threaded fasteners. Screwed joints are amongst the most common form of a detachable yet secure fixing between two parts. Although they come in various shapes and sizes, all threaded fasteners have the same purpose: to ensure a durable assembly.
However, the self-loosening of threaded fasteners is a leading cause of catastrophic failure in vehicle engine, transmission, and suspension components. Adhesive threadlocking is proven to be an excellent method of keeping fasteners firmly in place and there is a wide range available to choose from. There are various threadlocking methods: mechanical devices (e.g. tab washers), friction devices (e.g. nylon ring), locking devices (e.g. saw-tooth flanged bolts and wedge-type locking washers), and material integration–threadlocking adhesives.
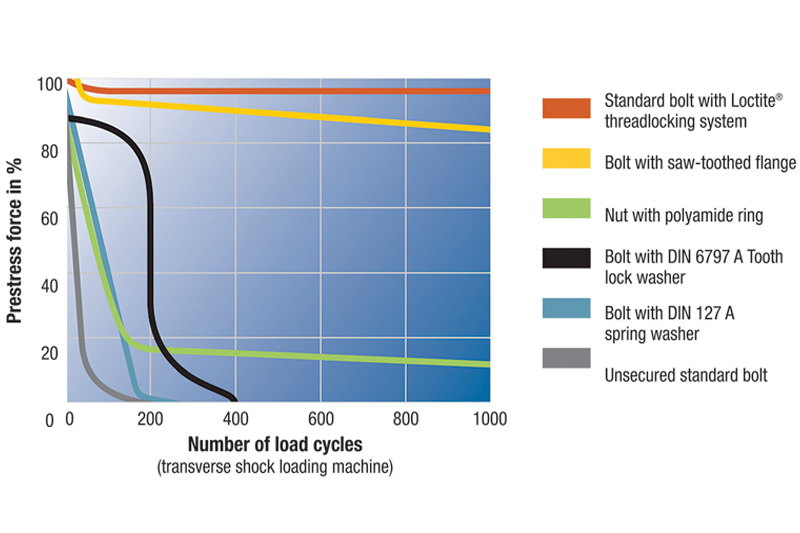
A transverse shock test shows the performance of some different threadlocking methods.
Reasons for failure of the different methods are:
- Relaxation – caused by a change in bolt tension leading to a reduced clamping force
- Self-loosening – caused by dynamic loading, vibration, or changes in temperature
- Differential thermal expansion – dissimilar metals have different thermal expansion coefficients which may result in a loss of bolt tension and a reduction in clamp force
- Corrosion – water ingress can create corrosion in the threads
How to apply threadlocking adhesive
Preparation
To achieve optimum results, all parts need to be clean and free of oil/grease. A product such as Loctite SF 7063 is ideal for degreasing and cleaning surfaces prior to applying the adhesive.


Application (Liquid)
Apply liquid threadlocker to the engagement area. There are different application methods:
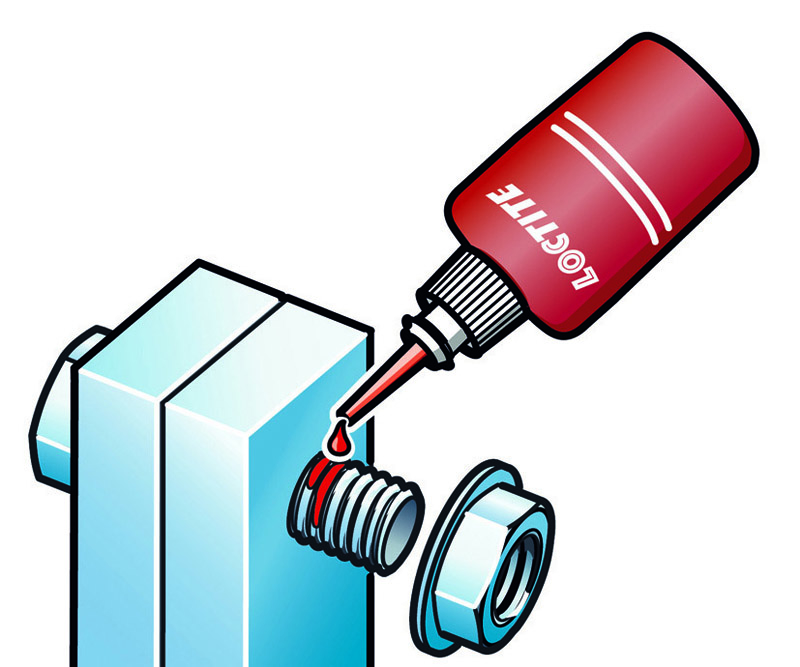
1. Through-hole –
Assemble bolt first and then apply threadlocker. Fit nut and tighten to correct torque.
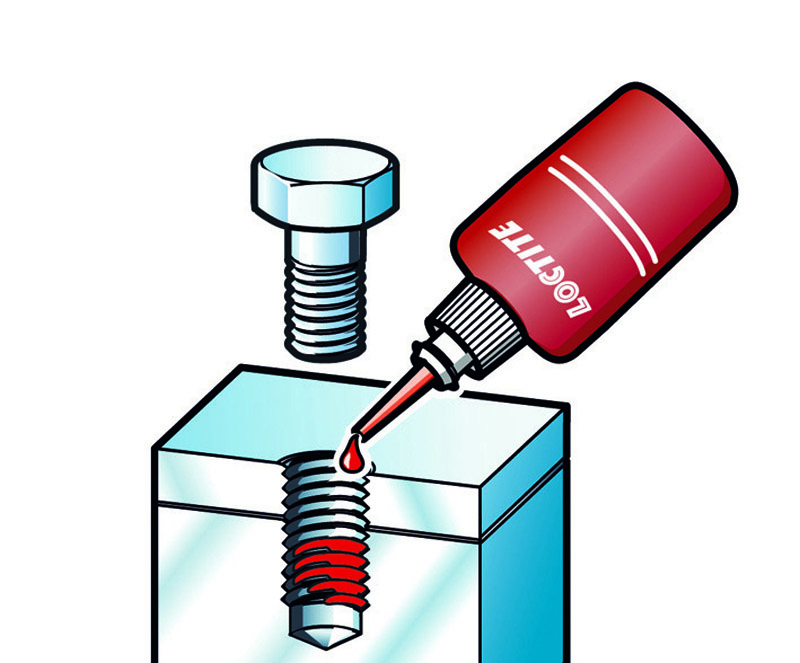
2. Blind hole –
Apply appropriate amount of threadlocker into lower third of the blind hole.
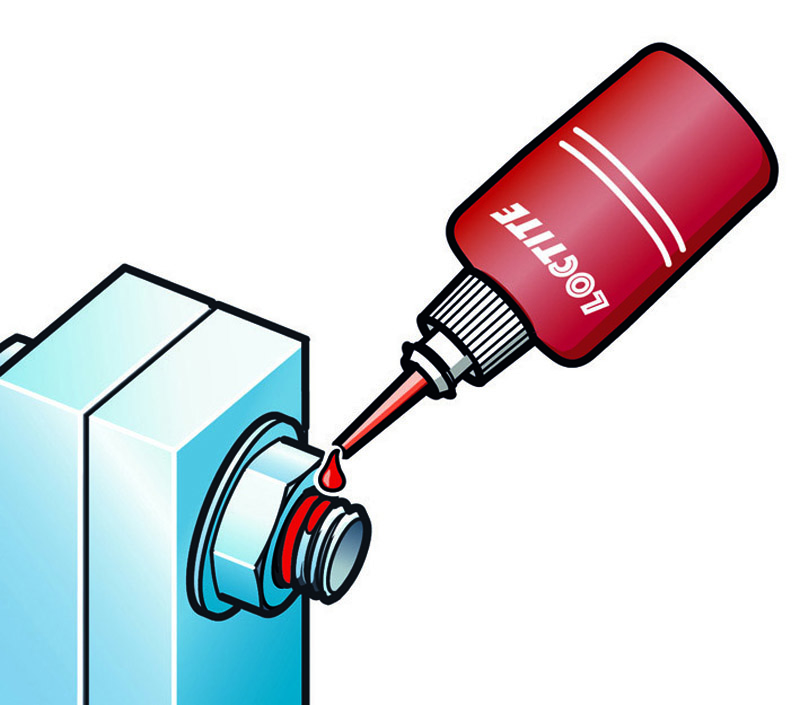
3. Post assembly – Assemble the nut and bolt then dispense product at the edge of nut and bolt.
Application (stick)
Twist the threadlocker stick to the amount required, then apply sufficient product around the thread of the bolt.

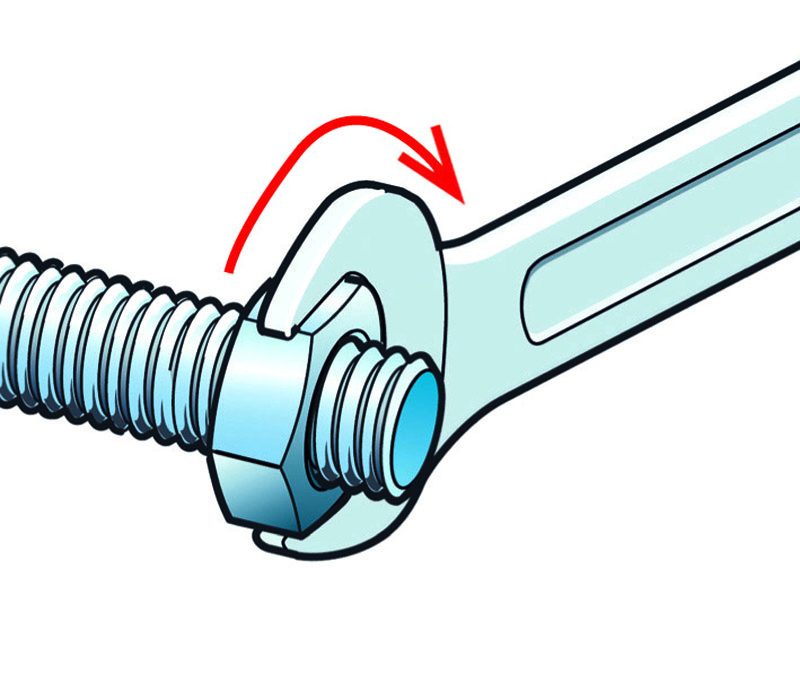
Asembly
Assemble and tighten. If several bolts are being assembled, torque them down to the correct value within the fixture time of the product or use a slow curing product.
Disassembly
A choice of adhesive strengths are available to allow dismantling if required. If a high strength product is chosen which cannot be dismantled with standard hand tools, the application of localised heat at approximately 250°C will allow easy disassembly (whilst hot).