
With its Synergy brake pads Juratek says it is employing the raw materials, state of the art production processes and quality control to ensure performance and durability across the full service temperature spectrum.
It is an old saying – you only get out what you put in; in the computer world they even have an acronym for it – GIGO. The same is true in the braking field; the performance and durability of the friction material (the output) is only as good as the input, namely the raw materials, the way they are blended together, the manufacturing process and the quality control process that overlays the whole.
Raw material
Each raw material has key characteristics such as purity or particle size which are checked against the company’s specifications on receipt at its factories before being stored in temperature and humidity controlled environments.
Dispensing and weighing out of the raw material ingredients from their storage hoppers is carried out under computer control to ensure that exactly the right raw materials are dispensed and in the precise quantity required. Mixing is also carried out under computer control to ensure that all the raw materials are blended together in a homogenous batch.
The computer records for the raw material, weighing and mixing process form a part of the company’s total product quality control process and traceability.
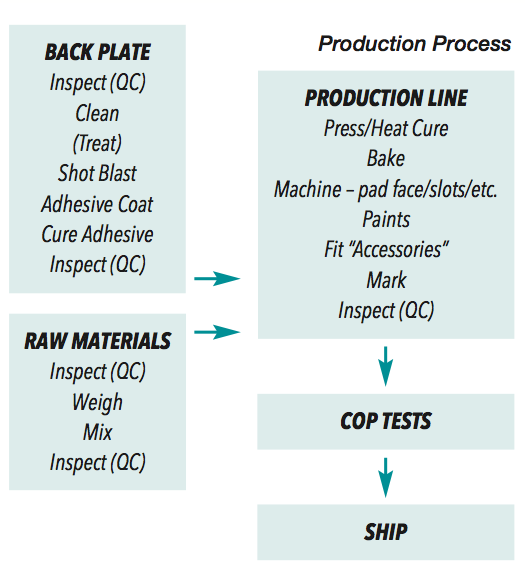
The friction material mix now comes together with the steel backing plate which has already undergone its own quality inspection routine to check its size and form before being chemically cleaned, treated and shot blast prior to having an adhesive coating applied in a controlled thickness which is then heat cured ready for bonding.
The friction material is now dispensed into the shape specific forming die, the steel backing plate is located on top of the die and the press closed, moulding the pad to the steel backing plate under a combination of time, temperature and pressure all of which are carefully computer controlled to ensure consistent production of each and every pad assembly. Once cured the assembly undergoes a final separate baking operation before heading off to be face ground and machined and painted and date/batch marked.
Once finished samples are taken from the production line and are subjected to the final Conformance of Production (COP) test regime. This includes checks to compare their performance with the values officially registered with the VCA at the time of UN ECE R90 approval namely:
■ The minimum, maximum and operational friction levels;
■ Hot and cold compression levels which must be below 5% and 2% respectively in accordance with ISO 6310;
■ The assembly shear strength in accordance with ISO 6312 which must be more than 250 N/cm2 as well other key material properties such as the density and hardness.

Shown is an example of the COP hot and cold compression test results recorded for consecutive production batches with Synergy Yellow. It is well recognised that brake friction components are critical to vehicle safety. With heavy demands on performance, these components need to be robust and to work efficiently and effectively in all operating environments. Juratek says that the SYNERGY range has been developed to provide a high and stable level of brake performance at all speeds from 20kph to 100kph.







